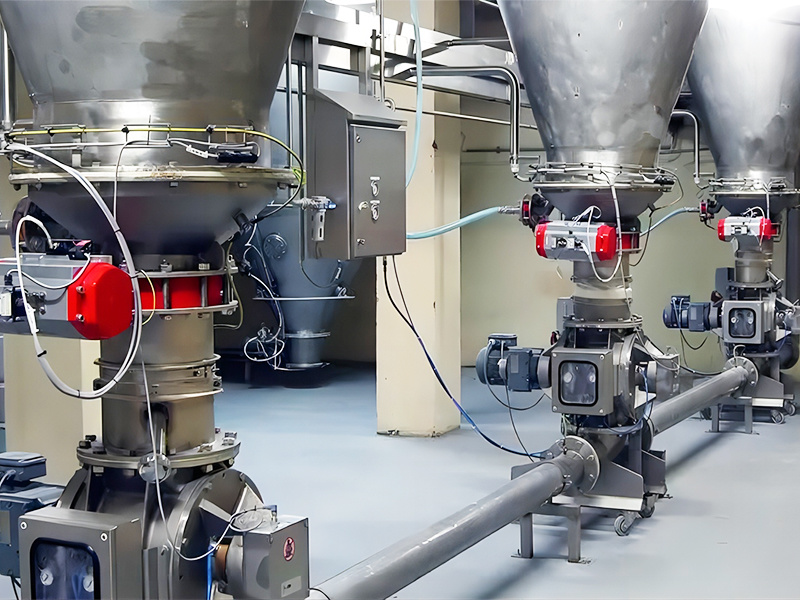
Pneumatic Conveying System
Pneumatic conveying for transporting powder, granular solid, or other raw materials using air flow with a closed system, minimizes dust and mixing of other impurities in the material, while promoting a clean workspace. Reduce packing, handling, transportation time, and cost. *For unstable chemical raw materials, inert gas conveying can be adopted.
Our pneumatic conveying pipeline can be flexibly arranged depending on the factory’s existing equipment configuration.
Dilute Phase
Positive pressure dilute phase conveying – For single point to point material conveying, using Roots blower. Suitable for less abrasive materials that can withstand high velocity without degradation.


Dense Phase
Positive pressure dense phase conveying – For fragile, abrasive, or heavy material. High pressure, low velocity using air compressor.




Negative Pressure Conveying
Negative pressure conveying – Vacuum conveying uses Roots pump with pressure that is lower than ambient pressure and eliminates risk of material leakage. Suitable for materials with combustible dust.



Air Flow Mixing
Air flow Mixing – High capacity, sealed automated mixing for granule and powder.



Chemical Raw Material Conveying
For petrochemical, fine chemicals, resin, ceramic powder, and inorganic material
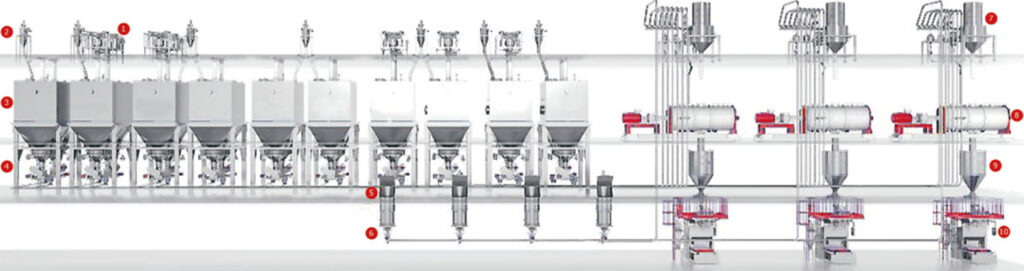
1 Ton bag unpacking
2 Dust collector
3 Storage
4 Activation hopper
5 Pouch unpacking
6 Screw feeder
7 Suction weighing
8 Blender
9 Temporary storage
10 Packing machine
Plastics Industry Conveying
For PVC (Polyvinyl Chloride), PP (Polypropylene), PC (Polycarbonate), PEI (Polyetherimide), PA (Nylon), PE (Polyethylene), PA (Polyamide), POM (Polyoxymethylene)

Other applications include
PET bottle recycling
Degradable Plastics
Food and Beverage Conveying
For powders, particles, liquid, paste, milk powder, bran, yeast, millet

1 Tank Feeding
2 Manual Feeding Station
3 Dehumidifier
4 Roots Blower
5 Intake Storage Silo
6 Sifter
7 Temporary Storage Silo
8 Automated Weighing
9 Mixer